While the jury is still out on whether glass interposers will play a large or niche role in the interposer market, the glass manufactures are hedging their bets and moving full steam ahead with process advancements. At the Global Interposer Technology Workshop (GIT 2014) held earlier this month, a good number of major players in the glass interposer space turned up to stake a claim and share their progress.
In his presentation, Glass as a Substrate Material for High Density Interconnects, DC Hu (Unimicron) made a case for glass as a core interposer backbone. “It shows superior dimensional stability, and is much flatter than a laminate substrate,” he said. The company is working on a semi-additive process involving dual damascene that is expected to improve reliability. They’re also making progress with modifications for blade dicing processes. Unimicron’s roadmap targets mass production of large panel (508x508mm) glass substrates that achieve 2µm line and space by 2019.
Venky Sundaram, Georgia Tech, also attempted to put fears to rest by discussing advancements made to reduce stress from redistribution layers (RDL) and dicing defects – the two leading sources of glass failures. “Glass cracking is not a show stopper,” said Sundaram, “It does require understanding and careful management of unit processes.” He reminded us that glass panels have been singulated in HVM in displays and other applications.
Sundaram’s team has been working to identify where failures happen, and have discovered that implementing thinner RDL stacks can significantly reduce stress. They have also been working with a confocal microscope to characterize the surface for blade dicing methods and have identified several defect types that can cause failures. One solution he proposed involved post-dicing edge treatment to protect the edge and keep cracks from growing. Laser dicing is also a viable option and multiple methods have been under investigation including C02 laser, pulsed laser, and laser break.
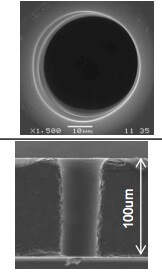
Toshi Seki (NGK NTK) presented the company’s work in developing a polymer laminated glass core substrate material for interposers for improved warpage control. Studies were performed comparing excimer, pico-second laser, C0₂ laser, sand blasting, and photolithography. Even though C0₂ laser achieved the best results down to 40µm diameter at fast speeds, the study showed there are issues with through glass via (TGV) cracks after laser drilling in the polymer-laminated glass vs. bare glass (Figure 1).
The solution, according to Seki, is to both reduce polymer thickness and optimize the laser conditions. NGK NTK has been working to improve polymer adhesion to glass with proper surface treatment. He also said that 2µm metal trace and 10µm diameter vias are feasible, but that designs will require a balance of cost and performance.
During a session that can only be compared to speed dating, members of the panel manufacturing infrastructure were invited to share their progress in ten minutes or less. Here are some takeaways that focused on the glass infrastructure:
At Corning, where the core competency is to deliver the glass at the appropriate coefficient of thermal expansion (CTE) Gene Smith reported the status of glass manufacturing with TGVs. He said the company can deliver 100-300mm wafers and panel formats up to 510x510mm. Additionally Corning is working on a new process to deliver 10µm diameter TGVs that will have similar throughput as HVM TSVs. Smith says samples will be available in 2015.


Nobu Imajyo, Asahi Glass, talked about the company’s advancements with 50µm thickness glass, and its forming capabilities that include wet and dry etch, and nanoimprint lithography, and drilling. The company provides glass substrates with TGVs already formed. Currently they are quite large – 60µm diameter – and 120µm pitch, which is sufficient for use in RF applications, where glass seems to have the most benefit over Si. Additionally, they have been working in collaboration with Triton Microtechnologies to metallize the vias using a conductive past filling (Figure 2), and with Fraunhofer IZM on conformal metal vias. Also in development is a super-fast via filling process using photo-reactive chemistry. They’ve got a solid roadmap for TGV commercialization, beginning with technology available today for fragmented applications, to lower-cost TGVs and larger TGVs targeting high volume interposer and other high volume device applications by 2017.
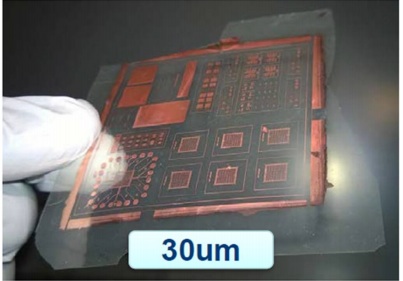
Also offering progress in ultra-thin glass capabilities was Rüdiger Sprengard, of Schott Glass. He said the company has achieved production readiness on ultrathin glass delivered in sheets, wafers, or rolls at thicknesses ranging from 25µm to 100µm. They are working on laser-drilling TGVs using various laser methods such as excimer, DPSS, red, green, and UV lasers and have achieved a range of diameters from 20µm to 100µm. Sprengard said the company is committed to playing an active role in building an industry ecosystem from “ a material to a solution.” Evidence of that is its collaborative work with Georgia Tech’s PRC, resulting in a demonstrated interposer on 30µm SCHOTT AF 32 eco (Figure 3.)
In addition to glass substrate providers, there were a number of laser companies who offered solutions to the “how do we form the vias?” question. From Mitsubishi, Reona Nakamura talked about the importance of developing a low-cost TGV processes, and the companies success drilling and cutting glass substrates with CO₂ lasers. “Short pulse is essential for high quality drilling,” she explained, “Long pulse results in HAZ around the hole.”
Stephan Krause, LPKF, talked about the company’s success with high-speed TGV formation that results in 5000 TGVs per second. The one-pulse, one-via process achieves controlled accuracy, shape and homogeneity of the vias, he said. The holes aren’t exactly drilled, he explained. Rather, the two-step process involves using the laser pulse to modify the glass, followed by standard wet etching to form the via to the desired diameter. He says they’ve successfully formed 20µm vias with no cracks or other damage to the glass. The process was developed first, and now the company is building the machine for the process. Krause says Q2 2015 is the target for the prototype tool.
The glass interposer infrastructure does still have a ways to go, but it has clearly gained traction in the four years since Sundaram was the sole presenter on the technology at IMAPS. We can expect to hear more from this market sector as it continues to progress. ~ F.v.T.