

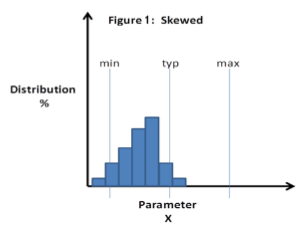
 In previous posts, I discussed a process for process-centering a design. In this post, we will examine how non-robust design’s erratic yields can impact the manufacturing environment and cost of a product. A non-robust design will have at least one specification that is skewed away from the specification’s center as shown in Figure 1.
In previous posts, I discussed a process for process-centering a design. In this post, we will examine how non-robust design’s erratic yields can impact the manufacturing environment and cost of a product. A non-robust design will have at least one specification that is skewed away from the specification’s center as shown in Figure 1.
But what happens if your design is NOT robust? Does the product owner care? Should they care? This can be a very complex problem to analyze but let’s reduce the complexity to show the impact.
Here are the manufacturing assumptions (front end and back end):
- Wafer lots are 10 wafers each and require 14 days of processing
- Fab line yield is 100% (all wafers started come out of fabrication)
- Processed wafer is $2000
- Fab line has fixed equipment and personnel, no additional capacity exists
Here are specific product assumptions:
- Die/Wafer is 1000
- Target probe yield of 50%
- Functional probe catches all bad die so back-end package, assembly and test are non-issues
- Customer is requiring 100,000 units
A non-robust design at any time can have yield issues and will disrupt not only the entire manufacturing process but also when finished product is shipped to product owner. Manufacturing (silicon foundry, OSATs and integrators) all rely upon predictability: unpredictability in any of these areas causes havoc and additional costs.
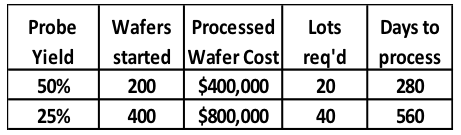 Let’s look at two scenarios: planned yield (50%) vs. 25% yield. Table 1 shows the impact on required starting material, processed wafer cost and total time required to process (this is not calendar days to get material completed but machine/people days to process).
Let’s look at two scenarios: planned yield (50%) vs. 25% yield. Table 1 shows the impact on required starting material, processed wafer cost and total time required to process (this is not calendar days to get material completed but machine/people days to process).

A few points to ponder:
- If yields are unpredictable, how much material do you initially start to meet your customer’s demand? Do you use 50% or 25% or some other yield %?
- If you overestimate the actual yield, you will have insufficient quantity to send to your customer delaying their product sales.
- If you underestimate the actual yield, you can save some expense by storing the extra die in die bank hoping that a future order will use up this inventory.
- Up to 200 additional wafers are required, which requires an $400,000 in processed wafer investment
- This is ONLY for this design, how many non-robust designs can a manufacturing line manage?
- Since additional wafer lots are required, the foundry’s capacity does not have elasticity unless it is severely underutilized
- One option: the additional material is normally queued in and will come out later and therefore ship later to end customer. This customer has less product to sell and you delay revenue into your foundry
- Second option: bump other material back to allow this material to be processed with the original 20 wafer lots. But which customer is being bumped? Depending on the value of this product vs. other products that are being delayed, foundry might do better financially in the short run but other customers will feel the delays in their product shipments and revenue streams.
- What if the non-robust design must be package/assembled before testing can weed out bad product? An example would be a static or dynamic burn-in or temperature cycling
- Increases the costs dramatically since this is post package/assembly
- Increases the handling, which will incur additional yield loss of more expensive WIP
- Adds additional time before finished packaged product can be shipped to product owner
Although this is a short discussion, it should be apparent that non-robust designs are costly to all involved. Dollars invested to ensure a robust design is well worth it. ~ B. Martin
Other parts in this series:
- Pathfinding Series Part 1: Not a One-Trick Pony
- Pathfinding Series Part 2: What if your Design is Not Robust?











